

在讲这里的时候首先我要为大家介绍一下以下几个公式:
生产前置期(Lead time)LT=生产节拍*批量*制程数量
生产节拍=瓶颈设备生产单位产品所需要的时间=瓶颈设备的标准工时
通过公式我们可以发现缩短生产前置期实现快交的最后方法无非是以下几项:
1, 缩短瓶颈设备的标准工时,增加设备或者工艺改善;
2, 减少批量;
3, 优化制程对设备或者加工工艺进行改变,实现制程减少。
以上三点效果最快投资最低可靠性最好的就是第2条减少批量。那么批量减少到多少最好呢,当然是越低越好精益生产的“一个流”的批量是1。
我在这里反对对产品的集批生产但是不是所有产品都适合这种生产模式。比如说对于标准件的生产模式还是建议集批式的生产。我们知道在生产过程中存在着四种时间,换线时间、装卸时间、稼动时间、异常时间。稼动时间是我们所需要的,是为企业创作利润的,而其它的时间是我们要避免和消除的。对于机加企业有很对时候换线时间让人们非常头痛,有些设备加工单个产品的时间只有几秒钟而换线时间长达几个小时。这是常有的所以丰田汽车还有一个非常厉害的方法技术,可以缩短生产设备的换线时间。关于丰田的换线改善方法我将在后边的博客中给以单独讲解。
总之:减少批量所带来的负面影响就是换线工时的增加。所以如何改善换线工时是非常重要的,后边讲单独讲解。
三,从“推动式”到“拉动式”——物料方法
我们知道推动式和拉动式的最大区别就是解决了七大浪费中的过量生产的浪费、库存的浪费。对于企业过去来说生产模式基本上是一推动式的放进行生产,准交率很难保证。我们现在已拉动式的模式进行生产,实现正确的时间生产正确的订单。这样可以让产能的利用实现最大化,所以说对于LP提升产能的方法并不只是对单位时间的产出有所帮助,更重要的是他讲产能的有效利用率提升了,也可以认为是提升了产能。我们要建立这样的观点非客户所接受的为客户服务的才是有效的投入。
(1) 在LP中为了实现这种效果提出了一系列的方法:如:目视管理、拉动看板等等.....
(2) 在TOC中为了实现这种效果提出了一系列的方法::如:SB四大模型的畅销协调机制等等…….
关于以上两点在次不作详解,后边将单独解释。
四,从“大波浪”到“小波浪”——生产计划方法
对于企业来说存在着生产波动现象,其波动主要有以下三种:
1, 供应商和我生产线之间的波动传播;
2, 生产线内部从零件库包括外协件到组织过程所产生的波动。
3, 客户和我们生产线之间的波动传播。
具体图解如下:
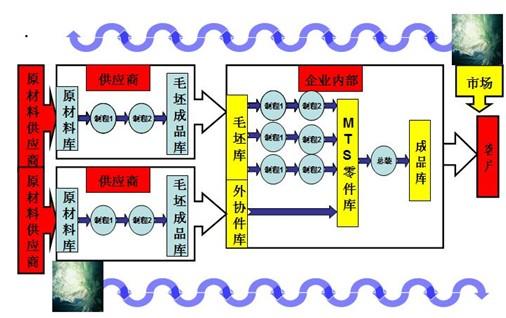
图中是一家工厂的生产供应链模型,这家工厂一共有两类供应商。一类是原材料毛坯供应商;另一类是外协件供应商。企业内部对原材料进行加工可以生产出三种零件,在加上外协件四种零件经过装配后就成为成品了,然后到达客户的手里。
图中有三种波动,其一是客户的产品种类、以及产品数量的变化给企业内部生产带来的生产波动。另一种是供应商供应不及时或者数量有缺所照成的生产波动。还有一种是企业内部由于不能够按照规定时间将某个产品的零件同时集结到零件库,所照成装配产生波动。所指波动是指量与时间变化所产生的生产不稳定的波动干扰。(关于解决方案将会在我的TOC知识讲解专栏中进行详细讲解。)
不要小看这种波动,对于一家企业来说完全可以将其摧毁。这就是金融危机中裁员、减产能、清库存后,如果金融危机突然离去所带来的最大危害。
五,从“单一工”到“多能工”——作业方法
对于单一工要变成多能工的原因在此不作详解,是新的生产方式的需要。
以上很多地方将会在后边的文章中进行单独讲解
 浙公网安备 33010802003509号
浙公网安备 33010802003509号
